
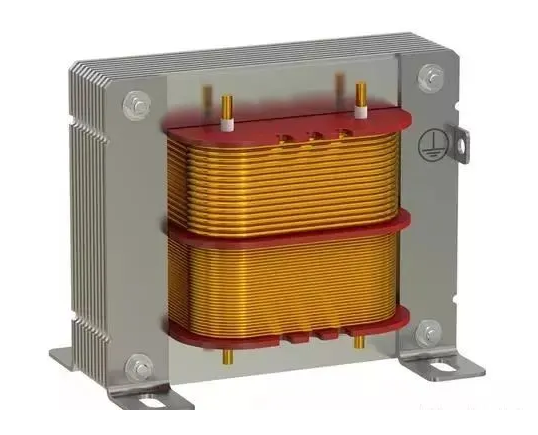
Żelazny rdzeń, będący „sercem” transformatora, odgrywa kluczową rolę w konwersji energii elektromagnetycznej. Wpływa on nie tylko na wydajność energetyczną transformatorów, ale także bezpośrednio na objętość, wagę i niezawodność działania urządzeń. Ewolucja materiałów na rdzenie żelazne, od czystego żelaza przemysłowego do współczesnych stopów amorficznych, przyczyniła się do spektakularnego rozwoju technologii transformatorów.
Podstawowa funkcja i wymagania dotyczące wydajności rdzenia żelaznego
Główną funkcją rdzenia transformatora jest zapewnienie wydajnego obwodu magnetycznego, umożliwiającego przesyłanie energii elektrycznej między różnymi obwodami dzięki zasadzie indukcji elektromagnetycznej. Parametry rdzenia żelaznego bezpośrednio wpływają na wskaźniki techniczne i ekonomiczne transformatora. Podstawowe wymagania dotyczące materiałów na rdzenie żelazne to: niskie straty magnetyczne przy określonej częstotliwości i gęstości strumienia magnetycznego oraz wysoka gęstość strumienia magnetycznego przy określonym natężeniu pola magnetycznego.
Straty rdzenia składają się z dwóch części: strat histerezowych i strat wiroprądowych. Straty histerezowe są związane z trudnościami w namagnesowaniu materiału, natomiast straty wiroprądowe są spowodowane prądem krążącym indukowanym przez zmienny strumień magnetyczny w rdzeniu żelaznym. Aby ograniczyć te straty, idealne materiały na rdzeń żelazny powinny charakteryzować się wysoką rezystywnością elektryczną, wysoką przenikalnością magnetyczną i niską koercją.

Proces ewolucji materiałów z rdzeniem żelaznym
Rozwój materiałów na rdzenie transformatorów przeszedł długą i fascynującą drogę. Najwcześniejsze rdzenie transformatorów wykorzystywały zwykły drut ze stali węglowej lub stal węglową jako materiał magnetyczny. W 1885 roku w węgierskiej fabryce Gunz opracowano pierwszy jednofazowy transformator z zamkniętym obwodem magnetycznym, którego żelazny rdzeń został wykonany z tego typu materiału.
W 1900 roku Anglik RA Hadfield i inni badacze odkryli, że dodanie krzemu do stali miękkiej może poprawić rezystywność, zmniejszyć straty w prądach wirowych i histerezę oraz złagodzić zjawisko „starzenia się rdzenia”. W 1903 roku Stany Zjednoczone i Niemcy rozpoczęły produkcję walcowanych na gorąco blach krzemowych, co zapoczątkowało erę blach krzemowych.
Blachy ze stali krzemowej walcowane na gorąco charakteryzują się takimi problemami, jak nierównomierna praca i wysokie straty. W latach 30. XX wieku dokonano przełomu w technologii blach ze stali krzemowej walcowanych na zimno. W 1933 roku Gauss zastosował dwie metody walcowania na zimno i wyżarzania, aby wyprodukować stal o zawartości 3% krzemu (Si) o wysokich właściwościach magnetycznych wzdłuż kierunku walcowania. W 1935 roku amerykańska firma Armco Steel Company nawiązała współpracę z firmą Westinghouse Company, aby rozpocząć produkcję stali krzemowej walcowanej na zimno o strukturze zorientowanej.
Po latach 60. XX wieku główne kraje uprzemysłowione stopniowo zaprzestały produkcji blach ze stali krzemowej walcowanej na gorąco i przeszły na blachy ze stali krzemowej walcowane na zimno o lepszych parametrach. W 1964 roku japońska firma Nippon Steel Corporation opracowała blachy ze stali krzemowej walcowane na zimno o wysokiej przenikalności cieplnej (stal Hi-B), co dodatkowo zmniejszyło straty jałowe transformatorów.
W latach 70. XX wieku amorficzne materiały stopowe zadebiutowały na scenie historycznej. W 1974 roku United Microelectronics Corporation opracowała amorficzne stopy na bazie żelaza, a w 1978 roku Stany Zjednoczone opracowały transformatory z rdzeniem amorficznym o mocy 10 kVA. Ten nowy rodzaj materiału charakteryzuje się wyjątkowo niskimi stratami w żelazie, wynoszącymi zaledwie 1/3-1/5 strat w tradycyjnych blachach krzemowych, otwierając nową erę oszczędności energii w transformatorach.
Główne rodzaje i właściwości materiałów rdzenia żelaznego
blacha ze stali krzemowej
Blacha krzemowa to miękki magnetycznie stop żelaza krzemowego o wyjątkowo niskiej zawartości węgla, zazwyczaj 0,5-4,5%. Dodatek krzemu może zwiększyć rezystywność elektryczną i maksymalną przenikalność magnetyczną żelaza, a także zmniejszyć koercję, straty magnetyczne w rdzeniu i starzenie magnetyczne. Blachy krzemowe można podzielić na dwie kategorie: walcowane na gorąco i walcowane na zimno, przy czym blachy walcowane na zimno dzielą się na blachy orientowane i nieorientowane.
Blacha ze stali krzemowej walcowanej na zimno, nieorientowanej, to stop o zawartości 0,5%–4,0% (Si+Al), który jest walcowany na zimno do grubości 0,65 mm, 0,5 mm i 0,35 mm, a następnie wyżarzany i powlekany. Jej struktura ziarna jest stosunkowo rozproszona, a właściwości magnetyczne są stosunkowo jednorodne we wszystkich kierunkach.
Stal krzemowa o orientacji orientowanej charakteryzuje się wysoką przenikalnością magnetyczną i niskimi stratami w kierunku łatwo magnesowalnym, co spełnia wymagania dotyczące przewodności magnetycznej urządzeń elektroenergetycznych, takich jak transformatory. Średni kąt odchylenia orientacji ziarna stali krzemowej o orientacji orientowanej (CGO) wynosi około 7°, a wartość podatności magnetycznej nasycenia B8 przekracza 1,82 tesli. Średni kąt odchylenia orientacji ziarna stali krzemowej o orientacji orientowanej o wysokiej orientacji magnetycznej (Hi-B) wynosi około 3°, a wartość B8 przekracza 1,90 tesli.
stop amorficzny
Stop amorficzny to metaliczny materiał funkcjonalny, którego atomy są losowo rozmieszczone w matrycy, o „szklistym” składzie. Typowy stop amorficzny zawiera 80% żelaza, a pozostałe składniki to bor i krzem. Materiał ten charakteryzuje się wysoką indukcją magnetyczną w stanie nasycenia (1,54 T), wysoką przenikalnością magnetyczną, niskim prądem wzbudzenia i wyjątkowo niskimi stratami żelaza.
Straty żelaza w amorficznych stopach na bazie żelaza wynoszą zaledwie jedną trzecią do jednej piątej strat w blachach ze stali krzemowej o orientacji, co zmniejsza straty jałowe transformatorów ze stopów amorficznych o 70% do 80% w porównaniu z tradycyjnymi transformatorami ze stali krzemowej. Gęstość strumienia magnetycznego nasycenia stopów amorficznych jest stosunkowo niska (około 1,5 T), dlatego nominalna gęstość strumienia magnetycznego jest zazwyczaj wybierana na poziomie 1,3–1,4 T.
Grubość taśmy ze stopu amorficznego jest niezwykle mała i wynosi zaledwie 0,03 mm, co przekłada się na współczynnik laminacji wynoszący zaledwie około 80% dla rdzenia z żelaza amorficznego. Chociaż stopy amorficzne mają niższy ciężar właściwy niż blachy ze stali krzemowej, rdzeń z żelaza jest nadal stosunkowo ciężki.
Projekt struktury rdzenia
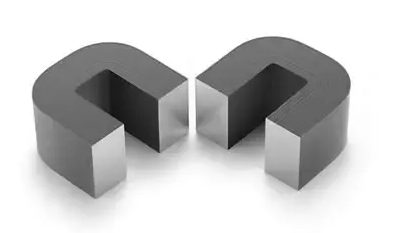
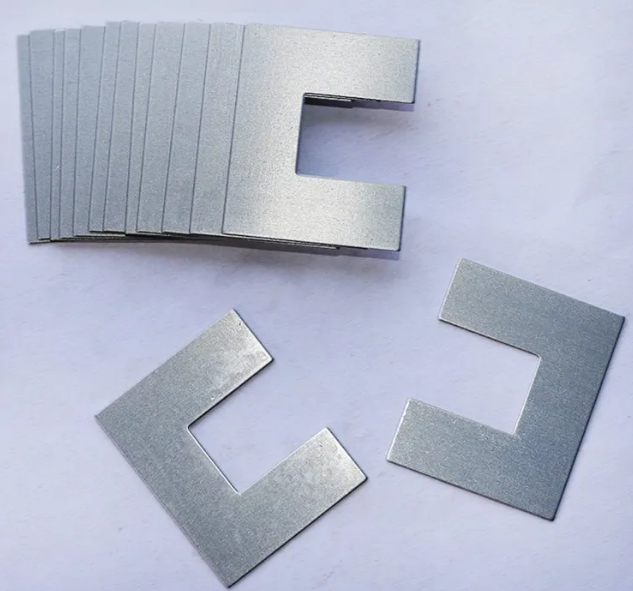
Konstrukcja rdzenia transformatora również uległa znacznej ewolucji. Od najwcześniejszego rdzenia laminowanego, przez rdzeń w kształcie litery C, aż po rdzeń pierścieniowy (zwinięty) – każda konstrukcja ma swoje własne cechy i zalety.
Okrągły rdzeń żelazny powstaje poprzez nawinięcie pasków stali krzemowej, niczym ciasno nawinięta sprężyna zegarowa. Ten typ rdzenia żelaznego charakteryzuje się ciągłym obwodem magnetycznym bez szczelin powietrznych, co przekłada się na niską rezystancję magnetyczną i wysoką sprawność. W porównaniu z transformatorami laminowanymi o tej samej mocy, transformatory toroidalne charakteryzują się małymi rozmiarami, niską wagą i niskim rozproszeniem magnetycznym.
W przypadku transformatorów ze stopów amorficznych, ze względu na trudności w cięciu materiałów, są one zazwyczaj projektowane jako konstrukcje z rdzeniem żelaznym w kształcie spirali. Rdzeń transformatora jednofazowego stanowi rama, natomiast w transformatorze trójfazowym powstaje poprzez połączenie czterech ram w strukturę podobną do struktury trójfazowej pięciokolumnowej. Taka konstrukcja umożliwia umieszczenie każdego uzwojenia fazowego na dwóch niezależnych ramach obwodu magnetycznego, skutecznie eliminując wpływ trzeciej harmonicznej strumienia magnetycznego.
Proces produkcyjny materiału rdzenia żelaznego
Proces produkcji blach ze stali krzemowej, zwłaszcza blach ze stali krzemowej orientowanej, jest złożony. Proces produkcji jest złożony, okno technologiczne wąskie, a poziom trudności produkcji wysoki. Jest on znany jako „rzemiosło wyrobów stalowych”.
Proces produkcji zimnowalcowanych, nieorientowanych blach ze stali krzemowej zazwyczaj obejmuje: walcowanie na gorąco wlewków stalowych lub wlewków z ciągłego odlewania w kręgi o grubości około 2,3 mm, a następnie płukanie kwasem, walcowanie na zimno, wyżarzanie i powlekanie folią izolacyjną. W przypadku wyrobów o wysokiej zawartości krzemu, po walcowaniu na gorąco, konieczne jest ich najpierw normalizowanie w temperaturze 800-850°C, a następnie płukanie kwasem, walcowanie na zimno do określonej grubości, wyżarzanie, następnie walcowanie na zimno z niską redukcją i ostateczne wyżarzanie.
Najpopularniejszą metodą produkcji stopów amorficznych jest natryskiwanie pary stopionego metalu na szybko obracającą się miedzianą ramę uzwojenia, a następnie schłodzenie i zestalenie stopionego metalu w cienkie żebra z szybkością 106°C/s. Wysokie naprężenia wewnętrzne powstające podczas hartowania muszą zostać zredukowane poprzez wyżarzanie w temperaturze od 200°C do 280°C, aby uzyskać dobre właściwości magnetyczne.
Korzyści z oszczędzania energii dzięki materiałom z rdzeniem żelaznym
W systemie elektroenergetycznym występuje wiele transformatorów o dużej mocy, co powoduje znaczne straty całkowite. Szacuje się, że całkowite straty transformatorów w Chinach stanowią około 10% energii generowanej w systemie. Redukcja strat o każdy 1% może zaoszczędzić miliardy kilowatogodzin energii elektrycznej rocznie.
Transformatory z rdzeniem z żeliwa amorficznego charakteryzują się znaczną oszczędnością energii. Straty biegu jałowego w transformatorach z rdzeniem z żeliwa amorficznego serii SH12 są mniejsze o około 75% w porównaniu z transformatorami z rdzeniem ze stali krzemowej serii S9. Chociaż transformatory z rdzeniem z żeliwa amorficznego są droższe niż transformatory tradycyjne, ich koszty eksploatacji są wyjątkowo niskie, a okres zwrotu inwestycji wynosi zazwyczaj od 2 do 5 lat.
Regiony rozwinięte gospodarczo, takie jak prowincje Szanghaju, Jiangsu i Zhejiang, na szeroką skalę wdrożyły transformatory ze stopów amorficznych. Jiangsu Electric Power Company planuje nawet instalację nowych i modernizację linii w przyszłości, a wykorzystanie transformatorów ze stopów amorficznych nie powinno być mniejsze niż 30%.
Trend rozwojowy materiałów z rdzeniem żelaznym
Materiały z rdzeniem żelaznym rozwijają się w kierunku niskich strat żelaza i wysokiej indukcji magnetycznej. Dotyczy to blach ze stali krzemowej, w tym stali krzemowej nieorientowanej, przeznaczonej do silników o wysokiej sprawności i niskich stratach żelaza, cienkich, zorientowanych stali krzemowych o ultraniskich stratach żelaza i wysokiej indukcji magnetycznej oraz stali wysokokrzemowej do energooszczędnych urządzeń elektrycznych o średniej i wysokiej częstotliwości.
Stal wysokokrzemowa (stop SiFe o zawartości 4,5%–6,7% Si) charakteryzuje się znacznie zmniejszoną stratą żelaza przy wysokich częstotliwościach, wysoką maksymalną przenikalnością magnetyczną i niską koercją. Jednak jej zawartość Si jest zbyt wysoka, a plastyczność w temperaturze pokojowej jest wyjątkowo niska, co utrudnia walcowanie i formowanie. Obecnie materiały ze stopów SiFe o nieorientowanej zawartości 6,5% SiFe są wytwarzane głównie w procesie infiltracji krzemem.
Materiały nanomodyfikowane i materiały biopochodne to również jeden z przyszłych kierunków rozwoju. Wraz ze wzrostem zapotrzebowania na ochronę środowiska, rozwój nietoksycznych, biodegradowalnych lub nadających się do recyklingu materiałów z rdzeniem żelaznym stanie się ważnym kierunkiem badań.
Wniosek
Ewolucja materiałów na rdzenie transformatorów była świadkiem idealnego połączenia nauki o materiałach i elektrotechniki. Od zwykłej stali węglowej, przez blachy ze stali krzemowej, aż po stopy amorficzne, każdy przełom materiałowy znacząco poprawiał poziom efektywności energetycznej transformatorów.
W dzisiejszym świecie, w którym oszczędzanie energii i redukcja emisji stały się globalnym konsensusem, wybór wydajnych materiałów na rdzenie żelazne wiąże się nie tylko z korzyściami ekonomicznymi, ale również z odpowiedzialnością za środowisko. W przyszłości, wraz z ciągłym pojawianiem się nowych materiałów i procesów, rdzenie transformatorów będą nadal ewoluować w kierunku niższych strat i wyższej sprawności, przyczyniając się do budowy zielonego i niskoemisyjnego systemu energetycznego.
Czas publikacji: 29.08.2025















